Cam Relief Grinding
Cam Relief grinding is a technique for grinding a form on the cutting edges of cutting tools. This technique utilizes a cam relief fixture to advance the cutting tool toward the grinding wheel at a constant rate, while it is rotating to produce a relief behind the cutting edge. This creates a helical or spiral relief, as opposed to an angular relief, which maintains the same rate of advancement over the entire cutting form. The advantage of Cam relief grinding is that when the tool is re-sharpened, there is no change in the relative shape and dimensions of the form.
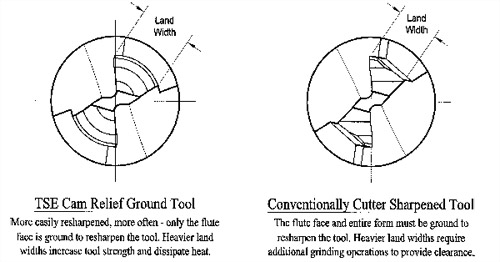
When conventional cutter sharpening techniques are used to grind a form, the necessary relationships between form geometry are not maintained when the tool is re-sharpened. Conventional cutter sharpening techniques requires additional re-forming of surfaces to reproduce the original geometric relationship. Because of the complexity of these additional operations, similar equipment and skills used to produce the tool originally are necessary to re-sharpen the tool. In many cases, production companies have neither the skilled help, specialized equipment, nor time necessary to re-sharpening cutting tools correctly. This forces the end user to return the tools to the original manufacturer for repair.
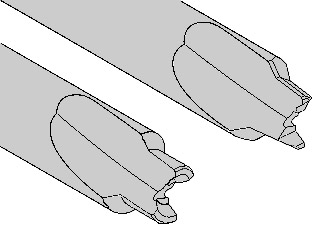 Cam relief grinding, however, overcomes the shortcomings of conventional cutter techniques, particularly in cutting tools with complex form geometry. The technique of Cam Relief grinding removes less material from the tool in the grinding process. This not only enables the cutting tools to be re-sharpened numerous times as compared to conventional cutter sharpened tools, which may only be re-sharpened only once or twice, but gives the cutting tool a greater included angle at the cutting edge, hence a stronger tool. Also, with less material ground away, additional mass is left behind the cutting edge. This additional mass serves to dissipate heat away from the cutting edge preventing annealing – softening of the cutting tool base material due to exposure to excessive heat – of the cutting edge under severe cutting conditions.
Cam relief grinding, however, overcomes the shortcomings of conventional cutter techniques, particularly in cutting tools with complex form geometry. The technique of Cam Relief grinding removes less material from the tool in the grinding process. This not only enables the cutting tools to be re-sharpened numerous times as compared to conventional cutter sharpened tools, which may only be re-sharpened only once or twice, but gives the cutting tool a greater included angle at the cutting edge, hence a stronger tool. Also, with less material ground away, additional mass is left behind the cutting edge. This additional mass serves to dissipate heat away from the cutting edge preventing annealing – softening of the cutting tool base material due to exposure to excessive heat – of the cutting edge under severe cutting conditions.
Additionally, Cam Relief grinding produces finer surface finishes on the cutting tool due to the motorized rotation of the grinding operation. This offers greater edge integrity. Finer surface finishes offer fewer microscopic imperfections that can eventually lead to premature tool wear or failure. These improved surface finishes translate directly to improved finishes on the work piece.
 Though cylindrical margins are desirable in some applications, such as the cutting of brass products, they are more often detrimental to the cutting of other materials, such as aluminum, copper and stainless steel. Cylindrical margins, in some materials, tend to overheat the cutting edges through friction with the work piece. Overheating the cutting edges can lead to annealing and spalling – chipping or flaking away, of the cutting edge. Cam Relief grinding offers the option of producing cylindrical margins, while conventional cutter sharpening does not.
Though cylindrical margins are desirable in some applications, such as the cutting of brass products, they are more often detrimental to the cutting of other materials, such as aluminum, copper and stainless steel. Cylindrical margins, in some materials, tend to overheat the cutting edges through friction with the work piece. Overheating the cutting edges can lead to annealing and spalling – chipping or flaking away, of the cutting edge. Cam Relief grinding offers the option of producing cylindrical margins, while conventional cutter sharpening does not.
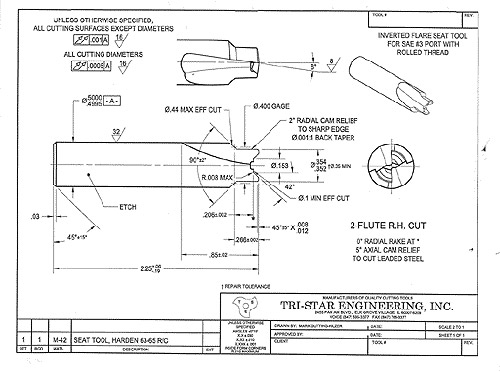
Finally, Cam Relief machining data is specified on production drawings. This assures that the form relief on tools from any production order are manufactured identical to one another.
Cam Relief grinding is a precision operation. In addition to the machinery normally required to produce conventionally cutter sharpened tooling, cam relief grinding requires a special cam relief fixture, accessories such as cams and special grinding wheels, and specially-skilled operators. These factors add up to an initial cost premium when compared to conventionally cutter sharpened tooling. On the other hand and more importantly, cam relief grinding offers the advantages of repeatable precision, increased dimensional stability, finer surface finishes, increased tool strength, increased tool life and the simplicity of re-sharpening. These advantages prove to be a superior value upon application.